Виды сварных соединений и швов: описание, технологические особенности, требования и ГОСТ
Для того чтобы научиться качественно варить, недостаточно освоить только удержание электрической дуги. Помимо этого, нужно разбираться в том, какие бывают виды сварных соединений и швов. Начинающие сварщики нередко допускают грубейшие ошибки, например, не проваривают металл. А бывает, что готовые детали имеют слабое сопротивление на излом. В чем причина? В первую очередь в неверном выборе вида соединения, ошибках в технике. Сегодня предлагаем поговорить о различных видах сварки, видах сварных соединений, а также о дефектах!
Сварной шов: определение
Для начала определимся с определением сварного (сварочного) шва. Так принято называть закристаллизовавшийся металл, который в момент сварки находился в расплавленном состоянии.

В структуру сварочного шва входят:
- зона наплавленного металла;
- зона механического сплавления;
- зона термического влияния;
- переходная зона к основному металлу.
Сварное соединение: что это?
Сварным соединением обычно называют ограниченный участок конструкции, который содержит один или более сварных швов. Именно по внешнему виду соединения специалист может определить квалификацию сварщика, понять, какой способ сварки применялся. Сварное соединение рассказывает и о технологическом предназначении конструкции.
Сварные швы: классификация
Опытные сварщики говорят: в основу классификации типов швов могут быть приняты самые разные факторы, например конструктивные и прочностные, геометрические и технологические. Если рассматривать швы с точки зрения месторасположения, их можно разделить на нижние, наклонные, горизонтальные и вертикальные.
Нижний шов можно назвать не только самым простым, но и самым прочным. Дело в том, что сила тяжести металла позволяет лучше заполнить зазоры между соединяемыми поверхностями. К тому же этот тип является самым экономичным. Существуют определенные условия, так, к примеру, горелка или электрод обязательно должны быть направлены сверху вниз.

Горизонтальный шов обычно формируется тогда, когда поверхности расположены перпендикулярно плоскости электрода. Расход флюсов и электродов при этом типе существенно увеличивается. При медленном ведении шва возможны потеки, а при быстром - непроваренные места.
Значительно сложнее сделать качественный вертикальный шов. Здесь возрастают потери металла, увеличивается неравномерность (на финальном этапе сварки шов получается более толстым). Этот способ требует определенной классификации сварщика. Применяется он обычно для сварки труб или при скреплении больших конструкций.
Самой сложной сварщики считают потолочную сварку. Как ее производят? Наносят шов прерывистой дугой. Сила тока при этом небольшая. Такой тип обычно используется при сварке труб, которые нельзя провернуть.
Сварные соединения: типы и виды
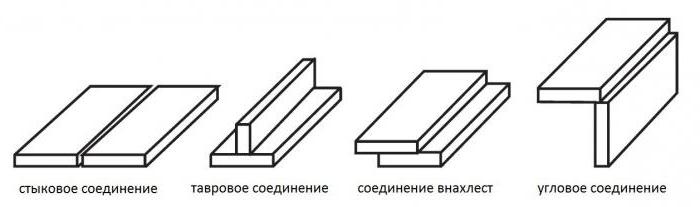
Предлагаем поговорить о том, какие виды сварных соединений по видам примыкания поверхностей бывают. В зависимости от таких факторов, как толщина металла, геометрическая форма деталей, требуемой герметичности соединения можно разделить сварные соединения на:
- тавровые;
- внахлест;
- стыковые;
- угловые.
Все виды сварных соединений имеют свое предназначение, которое подходит под определенные потребности готовых элементов. Предлагаем рассмотреть эти виды подробнее!
Стык
Самый распространенный вид сварного соединения – стык. Его применяют, когда сваривают торцы труб, листы стали или какие-либо геометрические фигуры.
Детали, которые присоединяют встык, отличаются по толщине изделия, по стороне накладывания шва. Можно выделить несколько подвидов соединений:
- одностороннее обычное;
- одностороннее, при котором края обрабатываются под углом в 45 градусов;
- одностороннее, при котором обрабатывается одна кромка под углом в 45 градусов;
- одностороннее, при котором фрезой снимается кромка на обеих деталях;
- двухстороннее, которое подразумевает обрез кромок под углом в 45 градусов с каждой стороны.
Важно отметить, что при этом виде сварного соединения большую роль играет толщина свариваемых поверхностей. Если она не более 4 миллиметров, то применяется односторонний шов, а вот если толщина превышает 8 миллиметров, шов необходимо накладывать с двух сторон. Если же толщина изделия превышает 5 мм, однако шов нужно накладывать только с одной стороны, получив при этом высокую прочность, следует разделить кромки. Осуществлять его нужно с помощью напильника или болгарки, хватит и 45-градусного скоса.

Угловое соединение
Существует несколько вариантов углового соединения:
- односторонний – как с предварительной разделкой, так и без нее;
- двухсторонний – обычный и с разделкой.
С помощью такого соединения можно скрепить между собой два элемента под любым углом. При этом первый шов будет внутренним, а второй – наружным. Этот тип идеально подходит для сваривания различных навесов и козырьков, кузовов грузовых автомобилей и каркасов беседок.
Если нужно соединить две пластины с разной толщиной, этот вид сварного соединения по ГОСТу необходимо выполнять следующим образом: более толстую пластину следует расположить внизу, а тонкую – поставить на нее ребром. Электрод или горелка при этом должны быть направлены на толстую часть – так на детали не будет прожогов или подрезов.
Соединение внахлест
Две пластины можно сваривать не только встык, но и внахлест – слегка натянув одну на поверхность второй. Такой вид сварного соединения специалисты рекомендуют применять там, где требуется большая сопротивляемость на разрыв. Шов необходимо класть с каждой стороны – это позволит не только увеличить прочность, но и предотвратит накопление влаги внутри готового изделия.
Тавровое соединение
Этот тип аналогичен угловому соединению, однако есть и отличия – пластина, приставляемая ребром, должна выставляться не с краю нижнего основания, а на небольшом расстоянии.
Классификация по технологии и форме шва
Сварщики различают виды сварных соединений по типу сварных швов. Шов может быть:
- Ровный. Он достигается при оптимальных настройках сварочного аппарата и при его удобном положении.
- Выпуклый. Такой шов возможно получить при малой силе тока и прохождению в несколько слоев. Выпуклый шов требует механической обработки.
- Вогнутый. Получить такой шов можно только при повышенной силе тока. Для такого шва характерна отличная проплавка, к тому же он не требует шлифовки.
- Сплошной. Чтобы выполнить качественный сплошной шов, необходимо делать его непрерывно. Это предотвратит появление свищей.
- Прерывистый. Такой шов следует применять для изделий из тонких листов.
Сварщик, знакомый с основными видами соединений и их принципиальными отличиями, может грамотно подобрать вид шва, способный удовлетворить основные требования по прочности и герметичности.
Дефекты сварных соединений: виды, описание, причины
Сварные соединения могут иметь различные эффекты, которые влияют на прочность и герметичность. Принято разделять все виды дефектов на три категории:
- внутренние (к ним можно отнести непровары, пористость и посторонние включения);
- наружные (среди них трещины, подрезы, кратеры, наплывы);
- сквозные (здесь можно выделить прожоги и трещины).

Поговорим подробнее о каждом виде дефектов.
Трещины
Этот вид дефектов считается самым опасным, он может привести к быстрому разрушению сваренных конструкций. Различают трещины по их размерам (бывают макро- и микротрещины), по времени появления (в процессе сваривания деталей или после). Причина появления трещин – несоблюдение технологии сварки, неверный выбор материалов для сварки, слишком быстрое охлаждение конструкции.
Исправить трещину можно следующим образом: рассверлить ее начало и конец, удалить шов и заварить ее.
Подрезы
Подрезами называют углубления между швом и металлом. Шов из-за этого дефекта становится слабым. Причина появления подрезов – повышенная величина тока. Образуется подрез обычно на горизонтальных швах. Устранить такой дефект можно наплавкой тонкого шва по линии подреза.

Наплывы
Такой дефект может появиться в случае, когда расплавленный металл натекает на основной, при этом не образуя гомогенного соединения. Причины появления наплывов просты – основной металл не прогрет, сварщик использует излишнее количество присадочного материала. Устранить дефект можно срезанием, обязательно проверив наличие непровара.
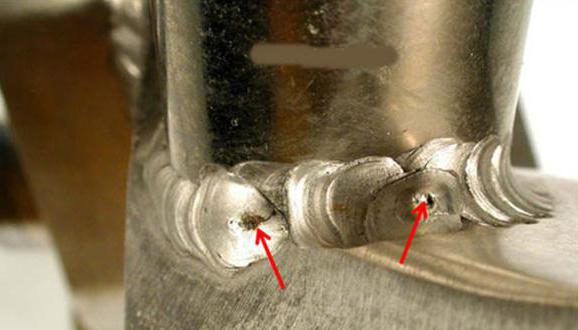
Прожоги
Прожоги – это дефекты, которые проявляются в сквозном проплавлении и вытекании жидкого металла. При этом с другой стороны, как правило, появляется натек. Причина появления прожогов – высокий сварочный ток, медленное перемещение электрода, недостаточная толщина подкладки, слишком большой зазор между кромками свариваемого металла. Исправить прожог можно: достаточно зачистить и заварить место дефекта.
Непровар
Непроваром называются локальные несплавления наплавленного металла с основным. Можно назвать непроваром и незаполнение сечения шва. Этот тип дефекта снижает прочность шва, становится он причиной разрушения готовой конструкции. Причина кроется в заниженном сварочном токе, наличии на свариваемых деталях шлака или ржавчины. Чтобы исправить ошибку, нужно вырезать непровар и заварить детали.
Кратеры
Углубления, называемые кратерами, обычно появляются из-за обрыва сварочной дуги. Если такой дефект появился, необходимо вырезать его до основного металла и тщательно заварить.
Свищи
Так принято называть полости, уменьшающие прочность шва. Именно из-за свищей могут образоваться трещины. Исправит ситуацию вырезка дефекта и заварка.
Пористость
Что такое пористость? Это полости, которые заполнены газами. Причина их появления – интенсивное газообразование внутри металла. Размеры пор могут быть как микроскопическими, так и достигающими нескольких миллиметров. Чтобы избежать появления пористости, следует очистить металл от загрязнений и посторонних веществ. Необходимо, чтобы электрод не был влажным. Если ошибка уже допущена, следует вырезать пористую зону до основного металла и заварить, соблюдая технологии.
Перегрев и пережог
Эти дефекты появляются в результате большого сварочного тока или недостаточной скорости сварки. Из-за этого готовое изделие становится очень хрупким. Пережженный метал можно лишь вырезать, а металлы заново заварить.
Контроль сварки
Теперь рассмотрим виды контроля сварных соединений. Существуют следующие методы:
- внешний осмотр;
- химический анализ;
- просвечивание гамма-лучами или же лучами рентгеновскими;
- металлографический анализ;
- ультразвуковая или магнитная дефектоскопия;
- механические испытания.

Существует очень важное правило – для достоверного контроля необходимо непременно очистить соединение от шлака, окалины и сварочных брызг!
Похожие статьи
- Сварка: способы сварки и оборудование. Сварные соединения
- Электродуговая сварка: ГОСТ, технология
- Классификация видов сварки
- Дефекты. Виды дефектов изделий, причины возникновения, обнаружение и исправление
- Резка и сварка металла: технология
- Сварка для начинающих: техника и все секреты процесса
- Виды швов. Швы на машинке. Ручные швы