Порошковая проволока для полуавтомата: особенности применения, свойства, цена

Современные сварочные процессы осуществляются множеством вариантов. Наибольшую популярность получили электродуговая сварка электродом (MMA) и полуавтоматическая сварка (MIG/MAG) в защитной среде, создаваемой инертными газами.
Несмотря на удобство работы полуавтоматом, этот метод имеет недостаточную мобильность. Громоздкий газовый баллон привязывает к постоянному месту работы. Решить эту проблему поможет использование порошковой проволоки для полуавтоматов.
Работа с полуавтоматическим аппаратом
Полуавтоматические сварочные аппараты давно перестали быть технической новинкой. Они перекочевали из профессиональной среды в бытовую. Популярность аппаратов MIG и MAG связана с тем, что для работы с ними требования к навыкам сварщика минимальны. Зная правильные настройки силы тока и скорости подачи проволоки, легко получить качественное соединение.
Полупрофессиональные аппараты стоят недорого в сравнении с профессиональными и доступны для желающих делать ремонт своими руками. Но есть недостаток, который сводит к минимуму использование этих устройств - тяжелый газовый баллон.

Сварочный процесс происходит в защитной среде. В ее качестве применяют инертные газы: аргон, гелий, углекислый газ. Их выбор зависимости от соединяемых металлов. Чаще всего свариваются конструкционные марки сталей. Для них используется углекислота. Она закачивается под давлением 55 атм. в баллон, вес которого составляет больше 60 кг. Поэтому такой вид сварки имеет ряд недостатков:
- Необходимость в периодической заправке баллонов. Заправочные станции находятся не в каждом населенном пункте.
- Низкая мобильность. Для транспортировки баллонов с газом требуется сооружать специальное устройство.
- Раз в несколько лет требуется переосвидетельствование баллона, что несет временные и финансовые затраты.
Производить сварку проволокой без углекислого газа возможно, но качество соединения будет очень низким. При работе на малых токах проволока будет прилипать к поверхности, потому что сварочная дуга будет нестабильна. При большом токе будет происходить разбрызгивание сварочной ванны, и шов будет получаться пористым.
Выход найден: заключить внутри сварочной проволоки для полуавтомата порошковый флюс, который, расплавляясь, будет создавать защитную среду. Такая проволока по своим внешним параметрам не отличается от обычной и подходит для работы с протяжным механизмом аппарата.
Достоинства порошковой проволоки
В каких случаях следует переходить на сварку порошковой проволокой для полуавтомата? При небольших объемах работы, а также если аппарат используется от случая к случаю, нет необходимости приобретать газовый баллон. Защитный состав из флюса с успехом заменит углекислый газ. Отсутствие газового оборудования позволит использовать аппарат MIG и MAG на всех работах, где ранее, ввиду своей мобильности, применялись инверторы MMA.

Сварка полуавтоматом порошковой проволокой дает следующие преимущества:
- Отсутствие дополнительного оборудования: шлангов, редукторов, баллонов. Все это ограничивает свободу действия сварщика.
- Использование специальных флюсов, которые позволяют создавать проволоку для сварки конструкционных, легированных сталей, а также чугуна.
- Более высокая производительность по сравнению с электродной дуговой сваркой.
Недостатки
Изначально аппараты MIG и MAG создавались для работы совместно с газовым оборудованием. Порошковая проволока для полуавтомата появилась позднее. Времени на отработку технологии было меньше, поэтому она имеет ряд недостатков:
- Хрупкость материала. Проволока представляет собой длинную тонкостенную трубку, заполненную флюсом и свернутую в катушку. Поэтому при работе с ней нужно избегать манипуляций с перегибом сварочного рукава.
- Наличие шлака на поверхности сварного шва.
- Не видно сварочной ванны в процессе работы из-за слоя расплавленного флюса. Сложнее проконтролировать качество соединения.
- Сложно сваривать детали толщиной менее 1,5 мм.
- Более высокая стоимость. Цена порошковой проволоки для полуавтомата более чем в 3 раза выше стоимости обычной и стартует от 700 рублей. Если учесть, что расход порошковой проволоки выше, то экономическая выгода на стороне традиционных материалов.
- Сварочные режимы (сила тока, скорость подачи, полярность) зависят от типа флюса в проволоке.
Форма и состав проволоки
Для того чтобы порошковая проволока для полуавтомата могла выдерживать нагрузки подающего механизма, ее сечение имеет несколько видов:
- простое круглое;
- с загибами внутри;
- многослойное.
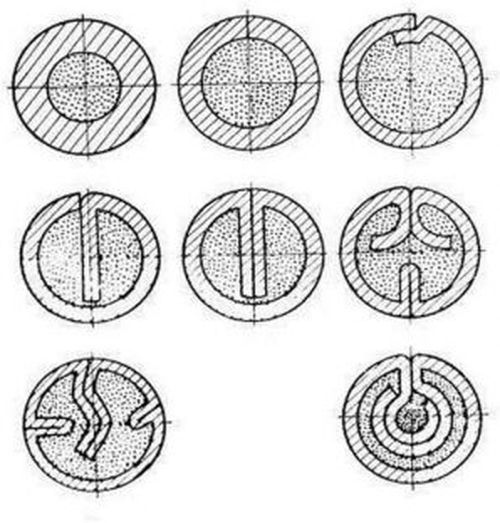

Внутренняя полость заполняется флюсом, состоящим из нескольких веществ:
- Шлакообразующие компоненты. При расплавлении образуют жидкую защитную среду, защищают сварочную ванну от попадания в нее кислорода. Они изготавливаются из измельченных мела, марганцевой руды, кварцевого песка.
- Легирующие присадки. В зависимости от того, для сварки какого материала предназначена проволока, в нее добавляют кобальт, хром, марганец, молибден.
- Рутил. Минерал, содержащий титан. Используется не везде. Только в проволоке, предназначенной для сварки кремнемарганцевых, низколегированных и высокопрочных сталей.
- Компоненты для стабилизации горения дуги.
Как проверить качество проволоки
Для полуавтомата без газа порошковая проволока должна отвечать следующим требованиям:
- Возможность сварки в любом пространственном положении без стекания вниз шлака.
- Качественный шов с минимальной пористостью. Отсутствие трещин и непроваров.
- Стабильное горение электрической дуги без разбрызгивания расплавленного металла.
- Легкое отделение шлака после охлаждения сварного шва.
Соответствие этим требованиям устанавливаются в процессе работы. Есть еще дополнительные способы проверки качества, которые можно проверить в лаборатории: просвечивание рентгеном сварного шва, а также испытание его на разрыв.
Работа с полуавтоматом
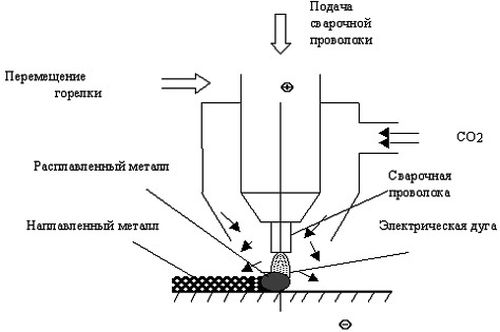
Варить полуавтоматом в среде углекислого газа проще, чем порошковой проволокой. Второй вариант напоминает сварку электродом в обмазке. Здесь также нужно визуально следить за расплавленными шлаком и металлом и уметь их отличать друг от друга. Кроме этого, надо обращать внимание, чтобы шлак не выходил за пределы горения дуги. Иначе он будет растекаться перед соплом аппарата и будет мешать проваривать основание.
Несмотря на то что порошковая проволока имеет профиль, укрепляющий ее, она все же менее прочная, чем стальная омедненная проволока. Поэтому ее нужно использовать в сварочных аппаратах с возможностью регулировки прижимного усилия подающего ролика. Кроме того, в комплекте с полуавтоматом идут специальные ролики с канавкой под данный расходный материал.
Как получить качественный шов
Диаметр стандартной порошковой проволоки для полуавтомата 0,8 мм. Для ее применения в вертикальном и потолочном положении нужна более высокая квалификация, чем при сварке с углекислым газом. Это объясняется тем, что для расплавления флюса требуется более высокая температура, соответственно, металл в сварном шве обретает большую текучесть и склонность к вытеканию из сварочной ванны. Кроме этого, стекает вниз расплавленный флюс. Поэтому потолочный и вертикальный швы могут иметь поры и непровар.
При работе с флюсовой проволокой происходит сильное разбрызгивание. Чтобы наконечник сварочного пистолета не забивался постоянно шлаком и расплавленным металлом, его нужно периодически обрабатывать силиконовым спреем.
Новичкам сложно делать красивый ровный шов. Для облегчения работы нужно поменять обратную полярность на прямую. То есть на сварочный держак подавать минус, а на массу плюс. На современных полуавтоматах есть клемма с проводом, позволяющая вручную менять полярность.
Выводы
В заключение можно сказать, что основным недостатком этого расходного материала является цена. Порошковая проволока для полуавтомата без газа хороша там, где требуется мобильность или придание сварочному шву особых свойств. Но если объемы работы большие, то использование омедненной проволоки в среде углекислого газа вне конкуренции.
Похожие статьи
- Как в микроволновке стерилизовать банки. Сколько времени нужно стерилизовать банки
- Освежитель воздуха автоматический Air Wick: инструкция, сравнение с конкурентами и отзывы
- Эстафеты для детей. Эстафеты на улице летом
- Мочекаменная болезнь у котов: симптомы и лечение. Признаки мочекаменной болезни у котов
- Порода собак корги: цена и отзывы. Порода собак вельш-корги
- Как приготовить самый вкусный борщ: пошаговый рецепт с фото
- Как вкусно приготовить цветную капусту на сковороде: рецепты